Bài viết kỹ thuật
VẤN ĐỀ CÂN ĐỒNG TÂM TRỤC

Apr
VẤN ĐỀ CÂN ĐỒNG TÂM TRỤC
VẤN ĐỀ CÂN ĐỒNG TÂM TRỤC là chuyện nhức nhối của việc vận hành nhà máy mỗi ngày, hậu quả của việc lệch (không đồng tâm) trục hoặc lỗ gây ra những hậu quả nghiêm trọng, vậy làm sao chúng ta có thể nhận biết nó và tìm cách khắc phục? Trong phạm vi của bài viết này chúng tôi sẽ đề cập đến những hiểu biết về mặt cân đồng tâm trục cho thiết bị quay.
Khi nào thì chúng ta bị mất cân đồng tâm trục?
Trong hệ thống truyền động cơ khí tất cả các máy móc thiết bị phần nhiều là được dẫn động bởi motor, để đạt được điều đó chúng ta cần kết nối trục công tác với ngõng trục của Motor điện. Nếu như cả hai trục này đồng tâm thì không có gì để nói. Tuy nhiên do một số nguyên nhân khách quan và chủ quan có thể dẫn đến hai đường tâm trục không đồng tâm với nhau (tức là không cùng nằm trên một đường thẳng):
- Do trục quá dài dẫn đến việc võng trục, hoặc do trục ở dạng công xôn.
- Do nở nhiệt trong quá trình vận hành làm sai lệch kích thước thiết lập ban đầu.
- Do sai số trong quá trình lắp đặt ban đầu.
- Do rung động từ các nguyên nhân khác gây lệch trục.
- ….

Vấn đề cân đồng tâm trục – Lệch trục
Vậy thì các dạng lệch trục trong thực tế chúng ta hay gặp là gì?
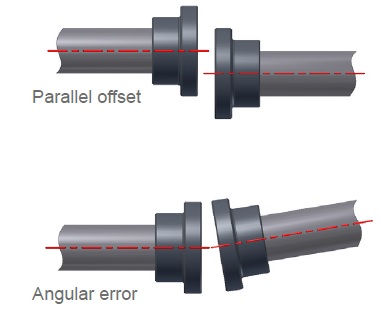
Vấn đề cân đồng tâm trục – Các dạng lệch
- Lệch theo dạng song song: tức là hai đường tâm trục lệch nhau 1 khoảng theo phương ngang hoặc đứng nhưng vẫn song song với nhau.
- Lệch góc: hai đường tâm trục sẽ cắt nhau tại một điểm nào đó và không song song với nhau.
- Lệch kết hợp: là tổ hợp của hai trường hợp trên.
Hậu quả của việc lệch trục này là gì?
- Tiêu hao năng lượng: Theo thống kê, việc không đồng tâm có thể tiêu tốn từ 2 – 17% năng lượng so với thông thường.
- Hư vòng bi, bánh răng: Lệch tâm gây ra rung động cự cao và gây ra phá hủy nhanh chóng đối với vòng bi và các chi tiết quay.
- Hư seal: việc lệch tâm gây ra hở seal và chất bôi trơn sẽ không thể làm việc tốt. Điều này làm hư hỏng các chi tiết quay khác.
- Gây rung động mạnh: làm mất cân bằng động chi tiết quay, gây cộng hưởng kết cấu và có thể dẫn đến hư hỏng motor.
Vậy trong thực tế chúng ta cần độ đồng tâm trục ra sao?
Cơ bản thì chúng ta không thể cân đến mức mà hai đường tâm trùng hoàn toàn, đó là điều vô lý, trong thực tế có một vài chỉ dẫn như bảng bên dưới để chúng ta tham khảo:
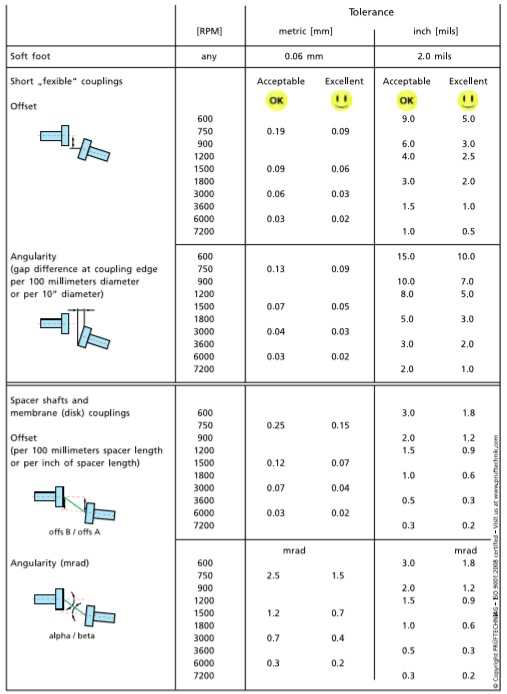 vấn đề cân đồng tâm trục – Độ đồng tâm cần thiết của trục
vấn đề cân đồng tâm trục – Độ đồng tâm cần thiết của trục
Làm sao để chúng ta điều chỉnh dung sai về yêu cầu theo bảng ở trên?
Trong thực tế có một vài cách sau:
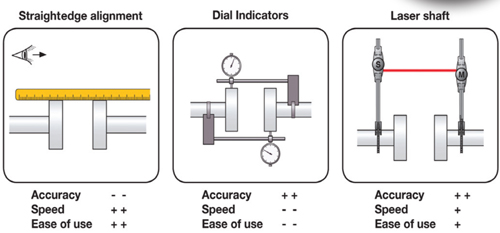
Vấn đề cân đồng tâm trục – Cách cân đồng tâm trục
- Cân theo phương pháp thủ công: trước kẻ, với phương pháp này người thao tác đặt 1 cây thước kẻ thép trên hai khớp nối và nhìn ánh sáng đi xuyên qua, và mắt người chỉ có thể nhận biết được sự khác biệt về khe hở tầm 0.1 mm. Chúng ta chỉ có thể dùng phương pháp này cho các máy quay chậm.
- Dùng Đồng hồ so: là phương pháp phức tạp hơn với việc thiết lập đồng hồ so như hình bên, phương pháp này cần tính toán rất lâu và chỉ là cân cho khớp nối. Dung sai kỳ vọng của phương pháp này chỉ tầm 0.1 mm.
- Phương pháp cuối cùng là dùng tia laser để cân: phương pháp này có thể đạt được dung sai lớn nhất tầm 0.01 mm.
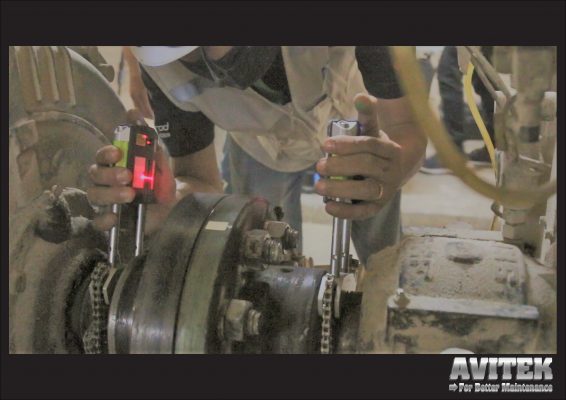
Vấn đề cân đồng tâm trục – Cân bằng laser
Lợi ích của việc cân đồng tâm trục bằng laser:
- Tiết kiệm năng lượng.
Giảm độ lệch trục sẽ giúp máy móc hoạt động hiệu quả hơn, bền hơn. Đặc biệt giảm độ rung, giảm sinh nhiệt và các hư hỏng khác sẽ giúp nhà máy tiết kiệm năng lượng, có thể lên đến 30% nếu áp dụng khử rung tổng thể.
- Giảm thời gian dừng máy.
Không giống như đồng hồ so. Việc sử dụng laser để cân bằng sẽ giúp giảm thời gian làm việc rất nhiều. Trên thực tế chỉ cần mất 20-30 phút cho một thiết bị nhỏ có motor dưới 200 kw. Và khoảng từ 1-2 tiếng cho thiết bị >200 kw (kể cả thời gian cẩu, siết ốc). Đây là vấn đề hết sức quan trọng đối với các nhà máy, đặc biệt là chỉ có từ 8 đến 12 giờ dừng máy để bảo trì.
- Tiết kiệm chi phí phụ tùng.
Chúng tôi đã từng tiếp xúc với những máy nghiền có độ lêch trục lớn. Cứ hai tháng họ phải thay một cặp vòng bi, chi phí cho bảo trì là rất lớn nhưng không mang lại hiệu quả. Đó là chưa kể đến hư seal, mất cân bằng động, cong trục (vấn đề lớn), rò rỉ… Thực tế, bạn chỉ cần cân đồng tâm trục 1 tháng 1 lần, sẽ tiết kiệm chi phí rất lớn. (Có thể chiếm 30% tổng chi phí bảo trì của một nhà máy lớn – theo hiệp hội kỹ sư bảo đảm độ tin cậy máy móc của Mỹ)
Nên sử dụng thiết bị laser nào cho kỹ thuật cân đồng tâm trục:
Chúng tôi không khuyến khích bạn đầu tư một số tiền quá lớn so với quy mô bảo trì của mình, hãy sử dụng thiết bị phù hợp. Nếu bạn đang sử dụng đồng hồ so tốt, và bạn không cần phải thực hiện nó quá nhanh, hãy dùng đồng hồ so. Nếu bạn chỉ cân tâm cho trục ngắn, một thiết bị tầm giá 55-60 triệu kết hợp với điện thoại là quá hợp lí. Nếu trục dài, to và đó là máy móc quan trọng, bạn có thể chi 100-200 triệu cho một thiết bị tuyệt vời. Còn nếu bạn muốn kết hợp với các kỹ thuật cao cấp khác như cân đồng phẳng, cân song song, cân lỗ, thiết bị đó có thể lên đến 500-600 triệu, nhưng hoàn toàn hợp lí.
Cuối cùng chúng tôi chúc các bạn kỹ sư bảo trì có thể tìm cho mình những thiết bị và kiến thức phù hợp qua bài viết này.
Một số máy các bạn có thể tham khảo dưới đây:
https://avitek.vn/thiet-bi/thiet-bi-can-tam-truc/
===================================================================================================================
CTCP Kỹ Thuật Thiết Bị Âu Việt (Avitek) là nhà phân phối chính hãng Fixturlaser tại Việt Nam.
Từ năm 2018, Avitek đã trở thành nhà phân phối chính hãng duy nhất tại Việt Nam của hãng Fixturlaser. Tất cả các thiết bị và dịch vụ liên quan đến sản phẩm của Fixturlaser, quý khách hàng vui lòng liên hệ với chúng tôi theo thông tin dưới đây.
| CÔNG TY CỔ PHẦN KỸ THUẬT THIẾT BỊ ÂU VIỆTCHUYÊN CÂN BẰNG ĐỘNG – CÂN ĐỒNG TÂM TRỤC – PHÂN TÍCH RUNG ĐỘNG – KHỬ RUNG TÔNG THỂ – SIÊU ÂM CÔNG NGHIỆP.
ĐC: 113/4D Cống Lở, Phường 15, Quận Tân Bình, TPHCM. SỐ ĐT: 0982 150 978 – 02873040880 Email: sales.admin@avitek.vn Website: www.avitek.vn |

cho mình hỏi thông số 0,06 trong cột metric trong bảng dung sai cân đồng trục là gì bạn
cho mình hỏi thông số 0,06 trong cột metric trong bảng dung sai cân đồng trục là gì bạn