LÝ THUYẾT KỸ THUẬT CÂN BẰNG ĐỘNG
CÂN BẰNG ĐỘNG MỘT MẶT PHẲNG

Jul
Cân bằng động một mặt phẳng theo tiêu chuẩn ISO 1925. Có nghĩa là cân bằng động một mặt phẳng. Theo phương pháp ” Phân bổ khối lượng roto để đảm bảo việc mất cân bằng tĩnh nằm trong mức cho phép”.
Theo quy tắc chung cân bằng một mặt phẳng là cần thiết cho roto hình đĩa. Phải đảm bảo là đĩa được gắn chính xác vuông góc với trục . Dung sai giữa thiết kế và tình trạng lắp đặt thực tế nhỏ.
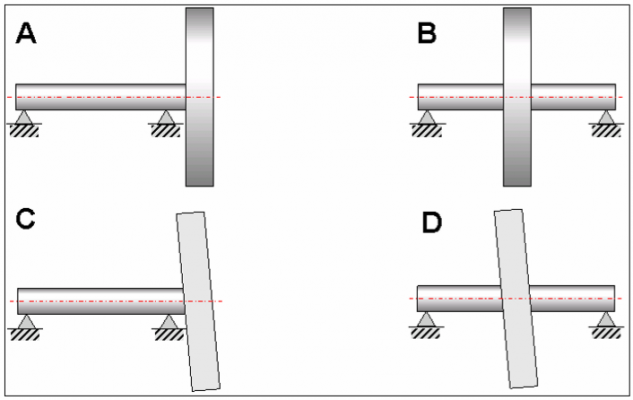
Rotor như hình A và B lắp đúng và đảm bảo cho việc cân bằng 1 mặt phẳng. Rotor C, D được lắp sai lệch và có thể gây ra mất cân bằng quán tính. Đòi hỏi phải cân 2 mặt phẳng.
Hầu như trong quá trình lắp đặt chúng ta cũng có thể biết được phần nào nguyên nhân. Do vậy sau khi tiến hành cân một mặt phẳng mà có nghi ngờ. Thì nên kiểm tra lại rung động ở tần số cơ bản của cả hai ổ trục của roto. Sau khi cân bằng mặt phẳng chúng ta cần đánh giá xem đã đảm bảo chưa.
Trong phần này, chúng ta sẽ giải thích về cân bằng động một mặt phẳng với cái ví dụ kèm theo. Chúng ta sẽ đi qua hết các điều kiện tiên quyết, sự chuẩn bị và lời khuyên cần thiết cho phép đo mất cân bằng và hiệu chỉnh mất cân bằng. Các điều trên là có tính chất áp dụng chung và có thể được sử dụng cho bất kỳ máy nào và bất kỳ rôto nào.
I. QUÁ TRÌNH CHUẨN BỊ TRƯỚC KHI ĐO.
Những điều cần lưu ý trước khi chúng ta cân bằng động: 54
1. Chọn mặt đặt đối trọng.
Cân bằng động được tiến hành bằng cách thêm khối lượng vào rotor (ví dụ: vặn vít, hàn, dán) hoặc loại bỏ bớt khối lượng khỏi rotor (ví dụ: khoan, mài, phay) tại mặt phẳng hiệu chỉnh của rôto.
Đối với cân bằng tĩnh, thêm/bớt khối lượng cân bằng trong một mặt phẳng xuyên tâm là đủ (mặt phẳng mà tâm trọng lực rotor đi qua đó. Nếu mặt phẳng này không thể tiếp cận được hoặc không phù hợp do cấu trúc rôto hoặc một số lý do kỹ thuật khác, khối lượng cân bằng tĩnh có thể được chia thành hai phần và thêm vào hai mặt phẳng hướng tâm khác trên rôto (xem hình bên dưới).
Chúng ta nên xác định mặt phẳng thêm/bớt đối trọng trước khi bắt đầu quy trình cân bằng. Ngoài ra, các mặt phẳng này cũng cần được chuẩn bị cho việc thêm hoặc loại bỏ khối lượng trước khi quy trình cân bằng được bắt đầu.
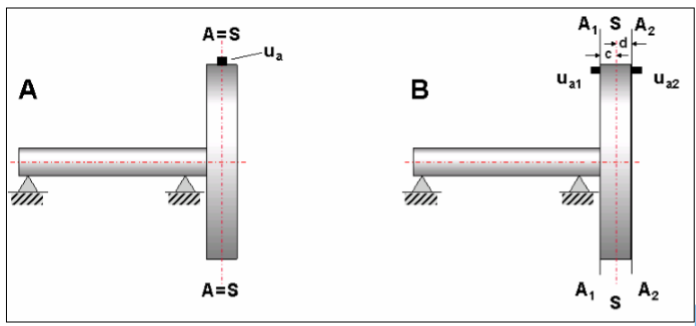
Đối với cân bằng một mặt phẳng, việc hiệu chỉnh mất cân bằng phải được thực hiện trong cùng mặt phẳng hướng tâm với trọng tâm A = S (A) hoặc khối lượng hiệu chỉnh ua có thể được chia và áp dụng tại hai mặt phẳng hướng tâm khác A1 và A2 (B).
2. Chọn điểm đo và hướng đo.
Trong hầu hết các trường hợp, chúng ta đo trị số mất cân bằng tại gối vòng bi. Theo quy luật, thì chúng ta sẽ đo độ rung tuyệt đối tại vỏ gối vòng bi. Tuy nhiên, trong một số trường hợp đặc biệt, “rung động trục tương đối” có thể được đo và sử dụng cho quy trình cân bằng. Những rung động này phải được đo bằng các cảm biến đo độ rung dịch chuyển không tiếp xúc, nguyên tắc hoạt động dựa trên từ trường xoáy.
Đối với cân bằng tĩnh, chúng ta chỉ cần đo các rung động tại một gối vòng bi là đủ. Vị trí điểm đo nên được bố trí càng gần mặt phẳng thêm/bớt khối lượng (hình dưới – A) càng tốt. Với rôto nằm giữa hai gối vòng bi, các phép đo có thể được thực hiện ở bên trái hoặc bên phải (hình dưới – B). Trong trường hợp nghi ngờ, chúng ta nên đo cả hai gối vòng bi và sử dụng vị trí mà có sự thay đổi về độ rung nhiều nhất khi một trọng lượng thử được gắn vào rôto.
Các quy tắc cơ bản để chọn hướng đo là tương tự với việc chọn điểm đo. Độ rung do việc mất cân bằng có thể được đo theo mọi hướng (ngang hoặc thẳng đứng). Tuy nhiên, chúng ta nên chọn hướng xảy ra rung động ở tần số cơ bản lớn nhất. Trong nhiều máy thì đây là hướng nằm ngang. Trong trường hợp có bất kỳ nghi ngờ nào, thì nên đo kiểm tra theo các hướng để tìm ra vị trí phù hợp nhất.
Điểm đo được chọn phải được đánh dấu, ví dụ: với bút lông công nghiệp hoặc sơn.
Điều rất quan trọng cần lưu ý là tất cả các phép đo phải được thực hiện tại cùng một điểm đo theo cùng một hướng trong quá trình cân bằng động.
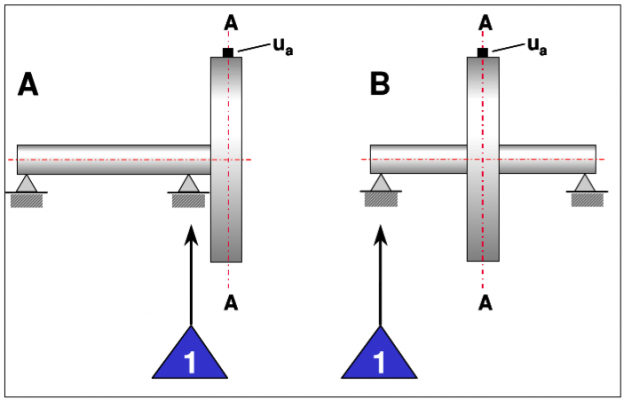
Cân bằng động một mặt phẳng (mặt A-A) với vị trí đo số 1.
3. Gá lắp cảm biến đo độ rung.
Cảm biến rung động điện hoặc áp điện được gá lắp theo nhiều cách:
- Bằng tay sử dụng đầu dò,
- Sử dụng nam châm vĩnh cữu.
- Vặn bằng ren.
- Phương pháp được khuyến cáo nhằm đạt được sự đồng đều về phép đo là sử dụng nam châm lắp hoặc vặn vào ren ở điểm đo.
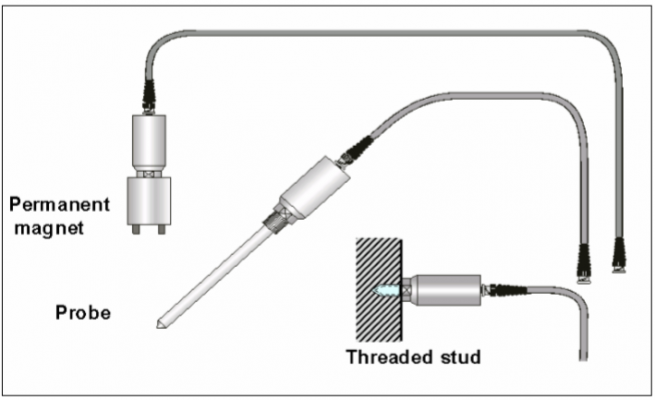
Các phương pháp gá cảm biến đo độ rung thông dụng.
4. Gá cảm biến đo tốc độ.
Trong quá trình cân bằng động, chúng ta phải xác định vị trí góc và tốc độ của cảm biến đo tốc độ. Thông thường, một cảm biến quang điện được sử dụng để phát hiện, mà không tiếp xúc với rôto, một đểm tham chiếu được gắn tại rôto hoặc tại một chi tiết máy đang quay ở tốc độ rôto (ví dụ: Puli, thân trục hoặc khớp nối).
Một trong những loại vật liệu có thể dùng làm điểm tham chiếu như sau:
- Băng keo phản quang, có độ phản chiếu có chiều rộng ít nhất 5 mm (vạch sáng). Đây là phương pháp được khuyến cáo để cho tín hiệu rõ ràng và chính xác nhất.
- Một vết đen mờ hoặc mảnh băng keo đen rộng tối thiểu 5 mm được dán trên phần phản xạ của trục.
- Bất kỳ dấu tùy ý nào tạo độ tương phản rõ ràng tốt giữa các bề mặt phản chiếu và không phản xạ.
Nhiều thiết bị cân bằng tại hiện trường hiện đại có khả năng tự động tối ưu hóa tín hiệu từ cảm biến tốc độ để không phải thiết lập thủ công.
Vị trí góc của tín hiệu tốc độ cần được định nghĩa để xác định góc pha mất cân bằng động sau này.
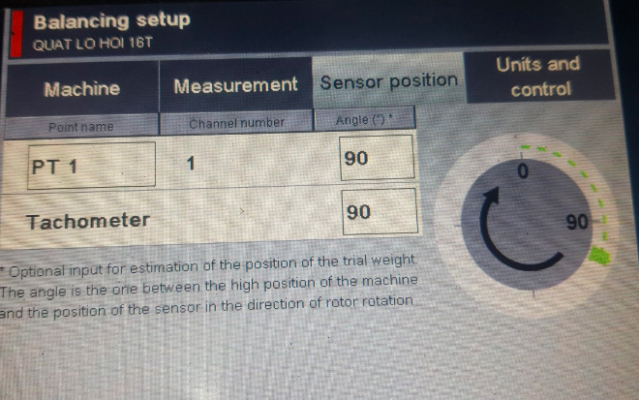
Theo quy ước thì vị trí chiếu băng phản quang được tính theo tốc độ quay

Theo hình trên, băng phản quang nằm ngang, đèn laser chiếu vào vị trí năm ngang. Theo chiều quay của trục, góc của đèn laser là 90o.
Điều quan trọng là cảm biến tốc độ chỉ cung cấp một xung cho mỗi vòng quay của rôto. Việc hiển thị tốc độ sẽ cho chúng ta biết tham chiếu có đủ hay không và cảm biến tốc độ được nhắm chính xác vào dấu tham chiếu hay không. Nếu hiển thị tốc độ ổn định và không đổi khi tốc độ rôto không đổi.
Vị trí chu vi của dấu tham chiếu không quan trọng. Tuy nhiên, vị trí của nó trên rôto không nên thay đổi trong quá trình cân bằng.
5. Lựa chọn tốc độ để cân bằng động.
Cân bằng nên được thực hiện ở tốc độ vận hành của rôto. Đối với các máy có tốc độ biến thiên thì chúng ta nên chọn tốc độ cao nhất. Với những roto có độ mất cân bằng động lớn thì ta nên cân ở tốc độ chậm đến tăng dần.
Tốc độ cân bằng động cần tránh tốc độ cộng hưởng, trong mỗi lần chạy tốc độ phải giống nhau.Sự thay đổi về tốc độ gây ra hiện tượng sai số lớn trong quá trình cân bằng. Khi tốc độ biến thiên quá nhiều hoặc tốc độ quá gần tốc độ cộng hưởng, các lỗi đo sẽ càng lớn nếu tốc độ của máy thay đổi từ lần chạy này sang lần chạy khác. Do đó, nếu không thể tránh được vùng tốc độ cộng hưởng, tốc độ cân bằng phải được kiểm soát rất chính xác từ lần chạy này sang lần chạy khác để tránh sai lệch tốc độ dù là nhỏ nhất.
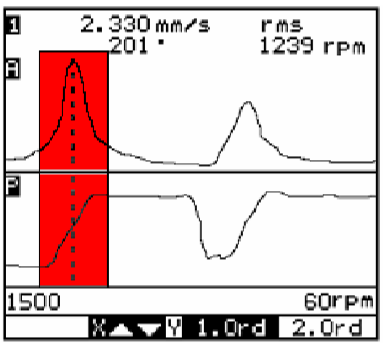
Phân tích Runup/Coast Down để xác định vùng cộng hưởng. Không nên cân bằng trong phạm vi cộng hưởng (vùng bóng mờ). Nếu có thể vì độ lệch tốc độ nhỏ dẫn đến thay đổi trong các phép đo
6. Thiết lập máy đo.
Máy có thể được thiết lập ở vị trí vận hành. Như trên đế thử nghiệm (ví dụ: trong cơ sở thử nghiệm). Được gắn trên hoặc treo bằng lò xo. Việc thiết lập hoặc treo máy phải đảm bảo các phép đo có kết quả lặp lại giống nhau.
Theo quy định, nên tránh đặt máy lên các khối gỗ hoặc nêm mà không cần buộc chặt. Sự mất cân bằng ban đầu lớn có thể tạo ra chuyển động tương đối. Giữa đế máy và sàn sẽ làm sai lệch các phép đo.
Thiết lập các phép đo khác nhau trong trường hợp nghi ngờ, để tìm ra nguyên nhân. Nếu các phép đo thể hiện các biến thể lớn từ lần chạy này sang lần chạy tiếp theo (> 10%), thì việc lắp máy trên cấu trúc hỗ trợ phải được kiểm tra xem có bị lỏng không. Cân bằng chỉ hợp lý khi các phép đo được lặp lại từ chạy sang chạy.
Cân bằng động được tiến hành bằng cách thêm khối lượng vào rotor.
(ví dụ: vặn vít, hàn, dán) hoặc loại bỏ bớt khối lượng khỏi rotor
(ví dụ: khoan, mài, phay) tại mặt phẳng hiệu chỉnh của rôto.
Đối với cân bằng tĩnh, thêm/bớt khối lượng trên mặt phẳng với trọng lực đi ngang qua tâm roto. Nếu mặt phẳng không thể tiếp cận được. Một số vị trí không thể thêm bớt được khối lượng thì chúng ta có thể chia chúng ra 2 vị trí khác tương đương.
Chúng ta nên xác định mặt phẳng thêm/bớt đối trọng trước khi bắt đầu quy trình cân bằng. Các mặt phẳng này cũng cần được cho việc thêm hoặc loại bỏ khối lượng trước khi cân bằng.
———————————————————————————————————————————————————————
CÔNG TY CỔ PHẦN KỸ THUẬT THIẾT BỊ ÂU VIỆT
CHUYÊN CÂN BẰNG ĐỘNG – CÂN ĐỒNG TÂM TRỤC – PHÂN TÍCH RUNG ĐỘNG – KHỬ RUNG TÔNG THỂ – SIÊU ÂM CÔNG NGHIỆP.
ĐC: 113/4D Cống Lở, Phường 15, Quận Tân Bình, TPHCM.
SỐ ĐT: 0982 150 978 – 02873040880
Email: sales.admin@avitek.vn Website: www.avitek.vn
